
Development of Large 12-Starts Double Enveloping Worm Gear Set
Based on the existing experience in design and manufacture of the double enveloping worm gear set with worm starts Z1 max=8, speed ratio i=5 = 5, center distance a=500, the possibility of designing and manufacturing double enveloping worm gear set with number of starts z1 = 12, number of worm gears z2 = 47, center distance a = 600, is attempted. The worm pair which meets the requirements of customers
is obtained through design and manufacture of special cutters and integration of both existing and external equipment. The successful manufacture of worm pair shows that manufacturing level of our company has reached another higher stage. Meanwhile, it is said that the worm pair with such specifications has been the first in China so far.
Introduction
The worm pair of blooming mill screw down, entrusted to be manufactured in our company by China's first heavy machinery stock company, is a cylindrical worm pair of German SIEMEN. Parameters of the worm pair: center distance a=600mm, number of starts Z1=12, number of worm gear Z2=47, reduction ratio =47/12=3.9167. Now the double enveloping worm gear set needs to be manufactured. The double enveloping worm gear set, with large number in starts(Z1=12)and low in speed ratio(i=3.9167), is the first to be manufactured in China.
Double enveloping worm gear set was successfully developed by our company. So far, the company has produced hundreds of worm pairs with number of starts Z1 max=8, speed ratio i=5, center distance a=500, which are being widely used in draw bench, rolling mill screw down, continuous casting vibrator.
Based on this, our company undertook the manufacturing task. However, for theγ≈43°helix angle of the worm pair, challenges are everywhere. The first lies in lather tool grinding and manufacture of worm wheel hob. The second is that the low cutting speed and big worm helix angle result in big changes of actual geometrical parameters of hob. As a result, the cutting force is strengthened, which has the most significant influence on cutting of worm gear. The third is that the existing gear hobbing machine needs to be reformed partially and temporarily.
To solve this problem, we have established special project team. Guided by the general manager and chief engineer, the project team made detailed analysis on the design of worm parameters, cutter design, worm and worm gear processing, reform of relevant machine tool and on-spot installation guidance, and meanwhile worked out detailed work plan.
1 Design and manufacturing
- 1.1 Design of gear parameter:
To guarantee the strength and usability of worm pair, main dimensions and parameters remain unchanged. For example, the number of starts Z1, the number of worm gear Z2, the Reference diameter of worm d1, the Reference diameter of worm gear d2, helix angle γ and transverse module Mt, are still the same. The gear number of worm enveloping worm gear should have reached Z'=5; however, restricted to the blank of original worm, it only reaches Z'=4. Similarly, the worm gear width b and the maximum ex-circle Da2 have to be subject to the blank provided by Party A.
Table1 Gear parameters of worm pair
| Serial NO. | parameters | Numerical value | |
| Name | Sign | ||
| 1 | Number of starts | Z1 | 12 |
| 2 | Number of worm teeth | Z2 | 47 |
| 3 | Transverse module | Mt | 20 |
| 4 | Helix angle | γ | ≈43° |
| 5 | Pressure angle | α | ≈29.7° |
| 6 | Hands of worm | right | |
| 7 | Envelope gear number | Z' | 4 |
- 1.2 Processing of worm tooth:
The processing of worm tooth is achieved on a special-purpose numericallycontrolled machine tool. Major technological process: semi finish turning→furher processing→aging treatment→finish turning→nitriding→gear grinding→facing up. As a result of the helix angleγ≈43, turning tool grinding is difficult. As for further processing of rough finish products, we adopted the methods that outline of the product was first incised as required on linear cutting machine, then the front and relief angle were shaped through grinding by hand. Actual use shows it works quite well. Processing of the rest is based on general methods of enveloping worm.
◦By grinding with double enveloping grinding head, highly-processed grinding gear is obtained, with quite satisfactory results. The gear surface roughness Ra=0.8, And the separate precision is also high, with neighboring gear thickness error ≤0.02mm. During the facing-up assembling, contact of each thread is equally excellent.
 Picture 1 long and short worm
Picture 1 long and short worm
- 1.3 Manufacturing of worm wheel hob:
For manufacture of multi-thread worm, the design and manufacture of worm wheel hob is a big problem. Theoretically speaking, hob and worm are the same in appearance, however, they are different in machinability and worm precision. At first we prepared two schemes, namely inserting gears by cutter grooving and single cutter bit. However, they are technologically complicated and have high requirements on geometric accuracy during the manufacturing process. Next we considered the methods of slotting with monolithic milling cutter first, then producing gears with hob. After trial and error for many times, we finally produced the hob shown in picture 2. It has three spiral lines and 18 gears. By welding and inserting gear to the hob, we got the worm wheel hob. This method has increased the number of synchronous working gears, from the orginal 2 or 3 to the current 4 or 5. In this way, the cutting force is dispersed and cutting speed improved. Besides, this method generates good welding technological process, which can offset some errors during the manufacturing process, easy for manufacture.
 Picture 2 worm wheel hob
Picture 2 worm wheel hob
- 1.4 Gear milling of rim:
Major technological process: semi finish turning→hobbing→facing up
Because of the number of worm threads Z1=12, reduction ratio i=3.9167, the bigger center distance a=600, transverse module Mt=20 and helix angleγ≈43°, it is difficult to find the gear hobbing machine with big center distance, big modulus and small speed ratio (tooth number of change gears Z2≈4) in China.
At first, with the method of frequency converter deceleration, we connected the motor of Y31160 hobbing machine of the company to the frequency converter to reduce its speed by a half, and reduced the speed of cutter bar main shaft to nearly 5r/min. When the cutting reached the depth of 7 to 8 mm, vibration occurred. Though we made efforts to find the causes, without success. So we had to scrape the hob blade and the fitting surface of cutter body one again, and strengthen contact between the two. After completing the scraping for a second time, we adopted step-by-step method and the method of changing cutting position with branch-gear change gear. However, when the whole-gear deep processing went about 20mm, as a result of the heavy vibration caused by contact between cutters and worm, the work had to be stopped to look for causes.
Finally, the project team made unanimous decisions that the hob shall be designed once again and welding cutter body would be adopted to increase the number of gears used for simultaneous cutting; meanwhile, the machine tool shall be replaced by heavy gear hobbing machine with big center distance and small speed ratio.
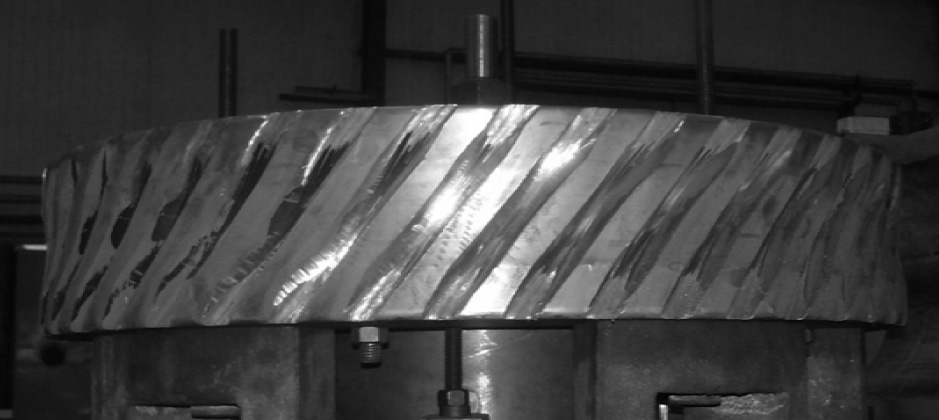 Picture 3 worm gear
Picture 3 worm gear
- 1.5 Facing-up check
The actual contact region is basically consistent with the theoretical one. Except the entrance and exit non-contact region along the worm gear length direction, nearly the whole gears are fully contacted. Along the gear height direction, the contact covers 80% to 90%. (The picture shown above is the worm that is under processing). The contact condition of worm resulted from the lack of patching during the processing. Because the non-contact region is interfered, facing-up patching benchmarked at worm is needed, so as to get the final standard contact spot.
2 Conclusion
Through the development of Z1=12 worm gear, we think we have qualified for the design of large double enveloping worm pair; however, the processing, especially the processing of rim gear, still remains a problem. And the design and manufacture of hob, the degree of power of gear hobbing machine, and the correct selection of cutting parameters, are crucial. Once these problems have been solved, domestic enterprises are fully qualified to produce analogous worm gear.

 Beijing Gearx Limited
Beijing Gearx Limited